 Whatsapp
Whatsapp








200KW High Frequency Induction Hardening Equipment
Model: KX-5188A200
Rated Power Output: 200KW
Frequency Range: 10-30KHz
Input Current: 5-310A
PRODUCT DETAILS
200KW High-Frequency Induction Hardening Equipment is a new modern method of heating for industrial usage. For many modern manufacturing processes, an induction hardening furnace offers an attractive combination of speed, consistency, and control. So on the basis of the magnetic field induction principle, this high-frequency shaft induction hardening equipment is widely applicable and suitable for various kinds of metal material workpieces in many different sizes and shapes. It is mainly used applied to melting, annealing, quenching, welding, heating, brazing, forging, surface hardening, thermal forming, and other heat treatments.
| 200KW High-Frequency Induction Hardening Equipment | |
| Model | KX-5188A200 |
| Rated Power Output | 200KW |
| Frequency Range | 10-30KHz |
| Single Phase Input | Three Phase 380V/50Hz |
| Current Range | Three Phase 5-310A |
| Volume (mm³) | 930*585*1250mm; 960*510*450mm |
| Net Weight | 270KG |
| Gross Weight | 300KG |
| Cooling Water Flow | Hydraulic Pressure≧0.2MPa;Flow Rate: 5-20L/Min |
| Cooling Water Temperature | ≤40℃ |
| Water Connection | 1 inlet and 1 outlet |
| Packing Method | Wooden Box |
At the same time, KEXIN also provides you with other high-frequency metal induction welding machines.

How exactly does induction hardening equipment work?
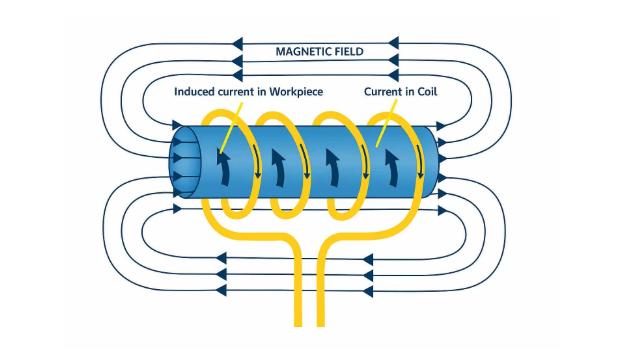
Through the conversion of the high-frequency gear induction hardening equipment, the 50HZ/60HZ alternating current is converted into a direct current voltage, and then the direct current is converted into a 20-40KHZ high-frequency voltage output through the control circuit. The fast-moving high-voltage current will produce high-speed changes in the cable. After the magnetic field cable is in contact with the iron container, the surface of the container will cut off the AC magnetic lines of force and generate alternating current on the metal part at the bottom of the container. The vortex causes the iron atoms at the bottom of the container to move irregularly at high speed.
Induction heating is to generate current eddy currents in the inductor coil through alternating current so that the electron holes in the magnetically conductive objects in the coil move to generate heat. High-frequency CNC induction hardening equipment can instantly heat metal objects to any desired temperature, including their melting point.
The high-frequency crankshaft induction hardening equipment is composed of a bed, loading and unloading mechanism, clamping and rotating mechanism, quenching transformer and resonance tank circuit, cooling system, quenching liquid circulation system, electrical control system, etc. Two main types: vertical and horizontal. The induction hardening process is mainly realized by the cooperation of the hardening machine tool and the medium and high-frequency power supply. It is used for various gears, bearings, shaft parts, valves, cylinder liners, and various machinery. The parts are quenched and heat treated.
A 200kW high frequency induction hardening system consists of several key components that work together to deliver efficient, precise, and reliable heat treatment:
Power Supply
Converts standard AC power into high-frequency current, providing stable 200kW output for efficient heating.
Induction Coil
Generates a high-frequency magnetic field to heat the workpiece. Typically water-cooled and customized for different part shapes.
Transformer & Resonant Circuit
Ensures efficient energy transfer between the power supply and the coil, improving heating performance and stability.
Mechanical Handling System
Positions and moves the workpiece during processing, including rotation, scanning, and clamping for consistent results.
Quenching System
Rapidly cools the heated area using spray or immersion methods to achieve the required hardness.
Cooling System
Uses water cooling to protect the coil, power components, and cables from overheating.
Control System (PLC/CNC)
Provides precise control of power, frequency, and heating time through a user-friendly interface.
Safety Protection System
Includes safeguards such as overcurrent, overvoltage, and water flow protection to ensure safe operation.
Among the metals, those with high melting point are relatively large in power, and those with low melting point are relatively small; those with low resistivity are more powerful, and those with high resistivity are less power.
The shape of the welded parts of the high-frequency heating machine is almost unlimited, the outline pattern will not be damaged, the external crystal layout of the metal remains unchanged, the annealing range is small, and it is widely used in the metal glasses manufacturing industry without welding scars. High-frequency quenching uses high-frequency current to locally heat and cools the surface of the workpiece to obtain a surface-hardened layer.
Connector welding in the electrical and electronic industry, non-war welding on the outside of small relays, high-pressure welding in the refrigeration industry, welding between various parts in the gold jewelry industry, and welding in the metal jewelry and craft manufacturing industries. Mainly used in the following areas.
Melting
Carbide saw blade big and small tooth welding
Hardening and tempering of silver brazed micro motor shaft for fine metal joints in the electromechanical industry
Wire thin strip annealing for the wire industry
Welding of knives, paper cutting knives, and cutting edge quenching of shoe knives
Welding
Toy industry Tempering of clockwork sheet metal
Welding and annealing of spectacle frames and spare parts
Welding of Jewelry and Watches
The electronics industry, ultra-fine wire, various electronic components, fine parts, tin soldering, silver soldering
Forging
Hot forming for all kinds of standard parts, fasteners, machinery parts, hardware tools, and straight shank twist drills. Metal annealings, such as tensile steel; wire, nail wire heating, and stainless steel annealing.
Packing Details
Export standard packing, inner carton outer wooden box and double protection

Advantages of 200kW High Frequency Induction Hardening Equipment
High Efficiency & Fast Heating
With a powerful 200kW output, the system delivers rapid heating speeds, significantly reducing cycle time and increasing production efficiency. It is ideal for high-volume industrial applications.
Energy Saving & Cost Reduction
Induction heating generates heat directly within the workpiece, minimizing energy loss. Compared to traditional furnace or flame heating, it can reduce energy consumption and overall production costs.
Precise & Controlled Hardening
The equipment allows accurate control of:
-
Heating temperature
-
Frequency
-
Heating time
This ensures consistent hardening depth, uniform results, and improved product quality.
Safe & Flame-Free Operation
No open flames or combustible gases are required, eliminating fire and explosion risks. Built-in protection systems further enhance operational safety.
Environmentally Friendly
The process produces no harmful emissions or combustion gases, making it a clean and eco-friendly solution for modern manufacturing.
Reliable Cooling System
Efficient water cooling ensures stable operation, protects key components, and supports long continuous working hours.
RELATED QUESTIONS
What is the frequency range and hardening depth?
Frequency range: 10 kHz – 400 kHz
Hardening depth: typically 1 mm – 10 mm, depending on material and process settings
Does the machine require cooling and quenching systems?
Yes.
- A water cooling system is required to protect components and ensure stable operation.
- A quenching system (spray or immersion) is used to achieve the desired hardness.
Can the machine run continuously?
Yes. With proper cooling, it supports long continuous operation, making it ideal for high-volume production.
RELATE PRODUCTS



REQUEST A QUOTE
Do you need help with choosing our products?
Fill out this form to get in touch with us.