 Whatsapp
Whatsapp








80KW High Frequency Induction Heating Machine
Model:KX-5188A80
Rated Power Output:80KW
Frequency Range:10-40KHz
PRODUCT DETAILS
The 80KW high frequency induction heating machine is a powerful and efficient solution for rapid, precise heating of metals and other conductive materials. Using advanced electromagnetic induction technology, it generates heat directly inside the workpiece rather than relying on external heat transfer.
This unique heating method enables faster processing, higher energy efficiency, and superior control, making it an ideal choice for modern manufacturing and metal processing applications.
| 80KW High Frequency Induction Heating Machine | |
| Model | KX-5188A80 |
| Rated Power Output | 80KW |
| Frequency Range | 10-40KHz |
| Single Phase Input | Three Phase 380V/50Hz |
| Current Range | Three Phase 5-120A |
| Volume (mm³) | 780*500*820 730*470*380 |
| Net Weight | 150KG |
| Gross Weight | 180KG |
| Cooling Water Flow | Hydraulic Pressure≧0.2MPa;
Flow Rate: 5-20L/Min |
| Cooling Water Temperature | ≤40℃ |
| Water Connection | 1 inlet and 1 outlet |
| Packing Method | Wooden Box |

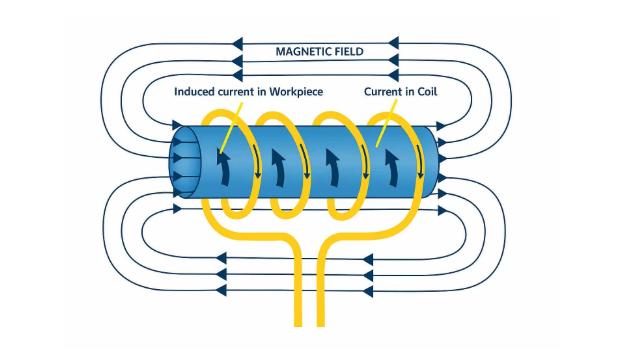
Induction heating uses a high-frequency alternating current flowing through a copper coil to generate a rapidly changing magnetic field. This field induces eddy currents within the metal, producing heat through electrical resistance.
Because the heat is generated internally, the process is significantly faster and more efficient than traditional heating methods. This also allows for precise, localized heating without affecting surrounding areas.
1) Induction heating machine deploys with Germany SIEMENS INFINEON IGBT Module (40-60KHZoscillation frequency, fast response time, high arc stability and almost spatter-free welding).
2) It contains Japan Nichicon electrolytic capacitor (filter capacitor).
3) It is adopted signal circuit, drive circuit board, control circuit board and components: Toshiba, Hitachi, Motorola and also China’s top manufacturers.
4) This induction heating machine uses international advanced all-solid-state semiconductor power devices.
5) Imported transistor integrated block.
6) High speed control tube.
7) As with perfect control, protection and alarm display circuit, machine could get full automatic tracking frequency and continuous adjustable power. It is also safe and dependable protection, clear and occur data display and etc.
Heat Treatment (surface hardening, quenching, annealing, tempering).
Hardening parts of automobile, motorbike, mold and agricultural machinery.
Quenching machinery parts, such as: all kinds of gear wheel and chain wheel.
Industrial of machine tool hardening, such as bed guide way of machine tool.
Heat treatment for pliers, spanner, screwdriver, drill, axes and spiker.
Various metal work pieces annealing, such as golf ball head, brass lock, hardware copper fitting, kitchen knife handle, blade, pan and pail.
Melting
Non-ferrous and ferrous metals melting.
Precious metal melting, like gold, sliver and platinum, etc.
Semiconductor material melting.
Specialized steel, iron and copper melting.
Metal alloy melting, like aluminum alloy, zinc alloy and copper alloy,etc.
Welding
Welding diamond/carbide saw blade, diamond cutting tools, grinding tools and drilling welding.
Carbide cutting tools for machining welding. Such as turning and milling cutter welding.
Mining tools welding, such as pillar gear drill bits, dovetail coal drill bits, drill rods riveting, all kinds of shearer.
The welding of wood working tools, such as woodworking planer, milling and drill.
Forging
Hot forming for all kinds of standard parts, fasteners, machinery parts, hardware tools and straight shank twist drill. Metal annealing, such as: tensile steel; wire, nail wire heating and stainless steel annealed.
Because of the relatively simple apparatus required, few stipulations on properties the work piece must possess and nearly infinite range of operating temperatures and heating/cooling rates, the list of applications for this induction heating technology is very long. Several of these processes are listed:
Annealing: Using induction heating to increase the specimen to the annealing temperature can be done quickly and efficiently.
Shrink fitting: Using induction heating to soften one component and forcing the other into the hole provides a secure, tight fit between components.
Thermal Sealing: Heating low-temperature glue on the back of a foil seal in the lid of a medicine bottle melts the glue, sealing the bottle.
Sintering Ceramics: Placing a ceramic powder in a susceptor to be heated via induction heating, is an efficient way to transform a green compact to a sintered specimen.
The only real limitation as to whether or not a material can be heated via induction heating is its electrical conductivity. The more conductive the material, the more effective and efficient an IH process is. However, inclusion of a susceptor can increase the potential applications to even include non-metallic (i.e. low-conductivity) materials.
Packing Details
Export standard packing, inner carton outer wooden box and double protection

Why Choose an 80KW Induction Heating Machine?
An 80KW system provides the ideal balance of power and flexibility for medium to heavy-duty applications. It is suitable for both batch production and continuous processing, delivering consistent performance and reliable results.
Manufacturers choose this system to improve productivity, reduce energy costs, and achieve higher-quality outcomes. Compared to flame or resistance heating, induction heating offers:
-
Faster heating cycles
-
Higher energy efficiency
-
Cleaner and safer operation
-
Precise and localized heating
-
Minimal oxidation and material distortion
These advantages make it a preferred solution for high-performance industrial applications.
RELATED QUESTIONS
How deep can an 80KW high-frequency induction heater heat the metal?
High-frequency induction heating is typically used for surface or shallow heating. The exact heating depth depends on the frequency and material properties, but it is ideal for applications requiring precise surface hardening.
Can the heating process be automated in a production line?
Yes. An 80KW induction heating machine can be integrated with automated systems such as CNC equipment, robotic arms, or conveyor lines to achieve continuous and repeatable production.
What factors affect the heating efficiency of an induction heater?
Heating efficiency depends on several factors, including coil design, material conductivity, frequency selection, and the distance between the coil and the workpiece.
Is special training required to operate the machine?
Basic training is recommended. Most modern systems feature user-friendly controls, but operators should understand safety procedures, parameter settings, and routine maintenance.
RELATE PRODUCTS



REQUEST A QUOTE
Do you need help with choosing our products?
Fill out this form to get in touch with us.