 Whatsapp
WhatsappInduction Brazing vs. Flame Brazing: What’s the Difference?
If you’re comparing induction brazing and flame brazing, you might want to answer a practical question: which brazing process better suits my parts, production cycle, and quality requirements?
Both methods use a brazing alloy to join metals; the alloy melts and flows into the weld without melting the base material. The differences lie in the heating method, heat control, and the repeatability of the results.
This blog will analyze the practical differences between the two brazing methods, including heating rate, weld consistency, heat-affected zone, equipment cost, automation potential, and operational considerations, so you can make an choice based on your production needs.
What Is Flame Brazing?
Flame brazing uses a brazing torch (propane, natural gas, or oxy-fuel setups) to heat the joint area. The operator brings the base metals up to brazing temperature, applies flux (when required), and then introduces the filler metal. Capillary action draws the molten brazing alloy into the joint.
Flame brazing remains common for:
- Repair and maintenance work
- Low-volume fabrication
- On-site or field operations
- Jobs requiring flexibility across different part shapes
Because the heat source is an open flame, results depend heavily on the operator’s technique and on consistent torch positioning, dwell time, and heat distribution.

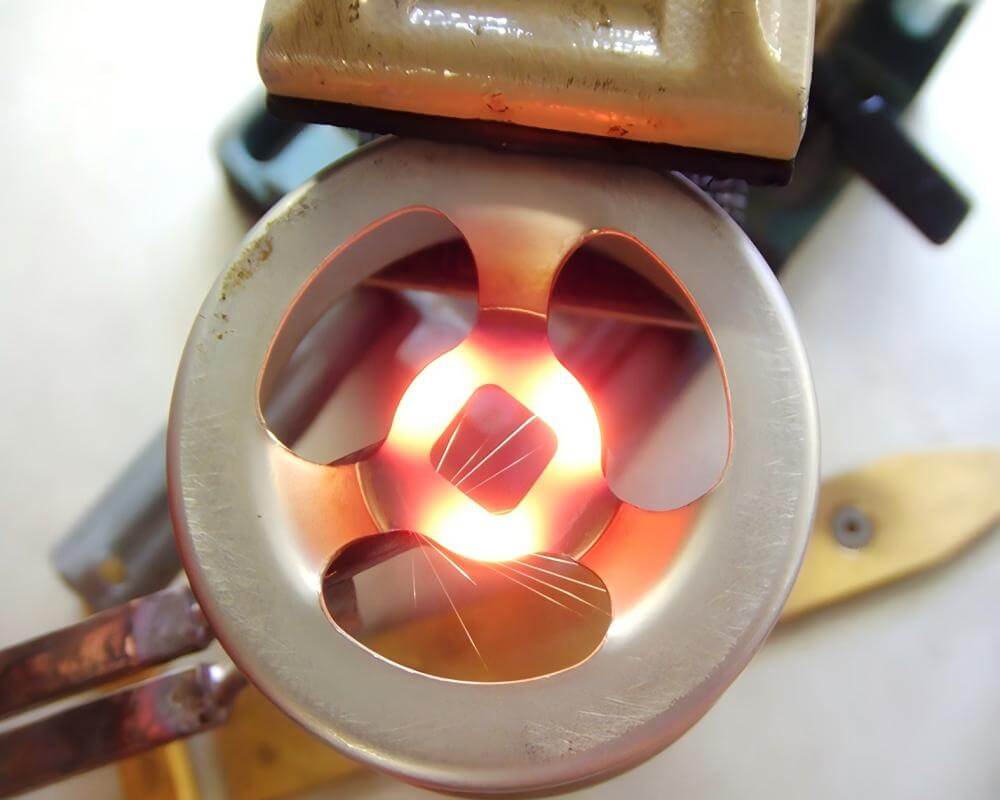
What is Induction Brazing?
Induction brazing uses electromagnetic induction to heat parts. An induction brazing machine (power supply) supplies alternating current to an induction coil, generating a magnetic field. This magnetic field induces a current in the metal workpiece, thus generating heat inside the part, typically concentrated in the bonding area.
Induction brazing is widely used in manufacturing because it offers the following advantages:
- Precise heat control
- Short and repeatable cycle times
- Localized heating
- Easier automation and process monitoring
Induction Brazing vs. Flame Brazing: Key Differences
Heat Control and Weld Consistency
Flame brazing relies on manual heat control. Even experienced operators can introduce deviations when part geometry changes or the weld is close to a heat sink.
Induction brazing is controlled through measurable settings (power, time, frequency, and coil position), allowing the heating profile to be repeated for different parts. This repeatability generally improves weld quality, especially in mass production.
Heating Rate and Cycle Time
“Is induction brazing faster than flame brazing?” The answer is yes.
Flame brazing typically heats a larger area, which increases cycle time.
Induction brazing can rapidly heat the target area, reducing the time required to reach brazing temperature.
Shorter cycle times are crucial for increasing throughput, reducing rework, or stabilizing production efficiency.
Heat-Affected Zone and Material Influence
The heat-affected zone (HAZ) in flame brazing tends to be larger because the flame also heats the surrounding material. This is particularly important for:
- Heat-sensitive components
- Parts with tight tolerances
- Parts with coatings, seals, or other components nearby
Induction brazing tends to concentrate heat near the weld point, helping to reduce unnecessary heat exposure outside the brazing area.
Cleanliness, Oxidation, and Working Environment
Flame brazing increases oxidation because most of the part is heated in the air. Flux selection and welding techniques are crucial here.
Induction brazing reduces unnecessary heating of surrounding surfaces, which helps improve cleanliness and reduces post-brazing cleanup in certain workflows. It also avoids the use of open flames and fuel cylinders, thus changing workshop safety and ventilation planning.
Equipment Investment and Operational Considerations
How much does an induction brazing system cost? The actual answer depends on the power level, coil design, duty cycle, and integration requirements.
Flame brazing equipment has a lower initial cost and is easier to deploy.
Induction brazing equipment typically requires a higher initial investment (power supply, coils, cooling system, fixtures), but can reduce fluctuations in labor costs and increase productivity.
Operating costs also differ:
Flame brazing uses combustible fuel and is dependent on operator time.
Induction brazing uses electricity and, if properly calibrated, typically achieves stable cycle times and less rework.
Automation and Production Line Adaptation
Induction brazing is typically integrated into:
- Semi-automated workstations
- Conveyor belt production lines
- Robot operating units
- Process monitoring devices (time, power, temperature feedback)
Flame brazing is more difficult to automate due to the variability of flame temperature and welding torch position, but fixtures and process control can improve repeatability.

Induction Brazing vs. Flame Brazing
| Feature | Induction Brazing | Flame Brazing |
| Heat Source | Electromagnetic induction (coil + power supply) | Open flame torch (fuel gas) |
| Heating Control | Parameter-based (power/time/frequency), repeatable | Operator-dependent, manual adjustment |
| Heating Speed | Fast, localized heating at the joint | Often slower due to broader heating |
| Heat Affected Zone | Typically smaller, more focused | Often larger due to flame spread |
| Consistency | High repeatability once set up | Varies by operator and part conditions |
| Automation Potential | Strong fit for semi/fully automated lines | Limited, mostly manual process |
| Shop Environment | No open flame; different ventilation needs | Open flame; gas handling and ventilation considerations |
| Typical Use | Manufacturing, repeat production, controlled processes | Repair, low-volume work, field use |
| Setup Complexity | Coil design + fixturing + cooling often required | Simpler equipment; skill-based setup |
Conclusion
Both induction brazing and flame brazing solve the same joining problems, but their heating mechanisms are quite different. Flame brazing is flexible and widely used in repair and manual operations.
Induction brazing, on the other hand, offers measurable control precision, repeatable cycle times, and a clear path to production scaling, especially when joint consistency and process stability are critical. For more information, please contact us.
FAQs
1. Can induction brazing be used on copper or aluminum?
Induction heating works very well on conductive materials, but results depend on part geometry, frequency, coil design, and how heat is managed. Copper is highly conductive and can require specific coil and power settings. Aluminum’s behavior also depends on the application and joint design.
2. What affects brazing quality the most?
In both methods, joint fit-up, surface prep, filler selection, and temperature control are key. In production, consistent heating and repeatable positioning can significantly reduce variability.
3. Do I need custom coils for induction brazing?
In many cases, yes. Induction coil design is a major factor in how heat concentrates at the joint. Coils are often tailored to the part geometry to achieve uniform heating and predictable braze flow.
4. Is induction brazing only for high-volume manufacturing?
Not necessarily. Many shops use induction brazing for medium-volume work when they want consistent results, less rework, or better temperature control than torch brazing.
KEXIN’s induction melting furnace has higher thermal efficiency and lower energy consumption. They can produce a mild metal bath mixture, mixing a uniform alloy at a constant and uniform temperature. For these reasons, this type of furnace is the first choice for induction melting. Kexin products can flexibly meet all customer requirements.
Can we help you?